روش آهنگری برای زبر کردن بالای میله یا سیم در دمای اتاق. هدینگ سرد عمدتاً برای ساخت قطعاتی مانند پیچ، مهره، میخ، پرچ و گلوله های فولادی استفاده می شود. مواد آهنگری می توانند مس، آلومینیوم، فولاد کربن، فولاد آلیاژی، فولاد ضد زنگ و آلیاژ تیتانیوم با میزان استفاده از مواد 80-90٪ باشند.
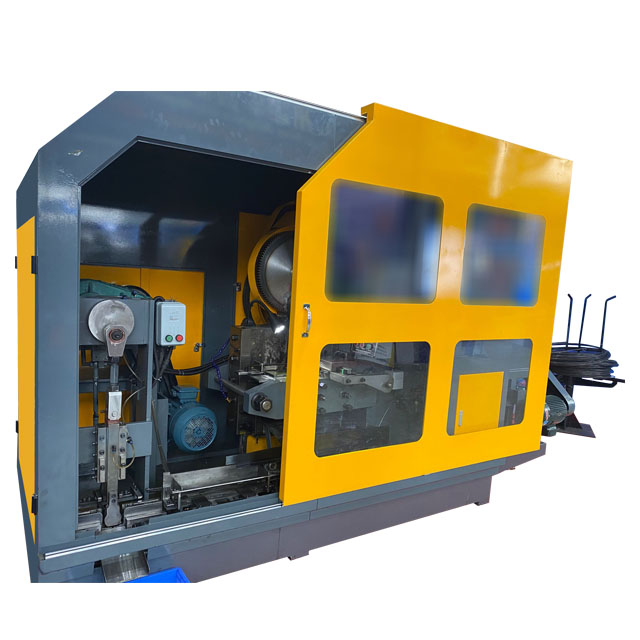
سر سرداغلب بر روی ماشینهای تخصصی هدینگ سرد انجام میشود و تولید مداوم، چند ایستگاهی و خودکار را تسهیل میکند. در یک دستگاه هدینگ سرد، می توان به صورت متوالی فرآیندهایی مانند برش، سربندی، تجمع، شکل دهی، پخ زدن، نورد سیم، کاهش قطر و برش لبه را تکمیل کرد. راندمان تولید بالا، تا 300 قطعه در دقیقه یا بیشتر، با حداکثر قطر 48 میلی متر برای قطعه کار سرد. نمودار شماتیک فرآیند پیچ و مهره سرد در شکل 1 یک فرآیند معمولی برای پیچ و مهره های سرد است. دستگاه هدینگ اتوماتیک مهره ای چند ایستگاهه که در شکل 2 نشان داده شده است، یک دستگاه هدینگ اتوماتیک مهره ای چند ایستگاهه است. مواد میله به طور خودکار توسط مکانیسم تغذیه به طول معینی وارد می شود و مکانیسم برش آن را به صورت خالی برش می دهد. سپس مکانیسم انتقال گیره آن را به صورت متوالی به ایستگاه های پرس و پانچ انباشته برای شکل دهی می فرستد.
در روش سرد، ماشینهای هدینگ سرد را میتوان بر اساس حالتهای مختلف انتقال نیرو به دو نوع انتقال مکانیکی و انتقال هیدرولیکی تقسیم کرد. دو نوع گیربکس مکانیکی وجود دارد: دستی و الکتریکی. دستگاه های هدینگ سرد برقی و دستی برای سیم های فولادی کم کربن با هد سرد با قطر 4-5 میلی متر مناسب هستند. گیربکس هیدرولیک را می توان بر اساس عملکرد آن به دو نوع تقسیم کرد: دستگاه هد سرد سیم فولادی هیدرولیک و دستگاه هد سرد میله فولادی هیدرولیک.
ما از کوکی ها استفاده می کنیم تا تجربه مرور بهتری به شما ارائه دهیم، ترافیک سایت را تجزیه و تحلیل کنیم و محتوا را شخصی سازی کنیم. با استفاده از این سایت، شما با استفاده ما از کوکی ها موافقت می کنید.
سیاست حفظ حریم خصوصی